企业名称:无锡斯尔恒精密机械有限公司
电话:0510-85591839
手机:18607573769
13358109233
邮箱:marshalllu@sina.com
传真:0510-85597289
网址:www.sierheng.com
地址:江苏省无锡市胡埭工业园区杜鹃西路23号

企业名称:无锡斯尔恒精密机械有限公司
电话:0510-85591839
手机:18607573769
13358109233
邮箱:marshalllu@sina.com
传真:0510-85597289
网址:www.sierheng.com
地址:江苏省无锡市胡埭工业园区杜鹃西路23号
发生原因:铰刀过长,刚性缺乏,铰削时发生振荡;铰刀主偏角过小;铰切削刃带窄;铰孔余量偏;内孔外表有缺口、穿插孔;孔外表有砂眼、气孔;主轴轴承松动,无导向套,或铰刀与导向套合作空隙过大以及因为薄壁工件装夹过紧,卸下后工件变形。
处理办法:刚性缺乏的铰刀可选用不等分齿距的铰刀,铰刀的装置应选用刚性联接,增大主偏角;选用合格铰刀,操控预加工工序的孔方位公役;选用不等齿距铰刀,选用较长、较精密的导向套;选用合格毛坯;选用等齿距铰刀铰削较精密的孔时,应对机床主轴空隙进行调整,导向套的合作空隙应要求较高或选用恰当的夹紧办法,减小夹紧力。
正确的开关机次序:电源接通后,我们要等体系启动画面完全启动以后,然后打消报警启念头床;关机机床先会先停在合适的地位,最后关断电柜电源开关。
机床启动后移动各轴之前,视察是否有阻碍物干预机床移动是非常有必要的,工作区域内,是否有漏掉的工具或其它物品,若正常就进行回参考点操作。
不得戴手套操作机床,手上有油污不得操作机床面板。
手动移动机床之前要把进给倍率旋到很低的档位,先点动机床,方向正确后再进步倍率。 操作机床要十分细心,要做得手到眼到,防止旋错旋纽、按错按键,机床移动进程中要注意观察是否会与工件或夹具相撞,濒临工件时要下降进给倍率。
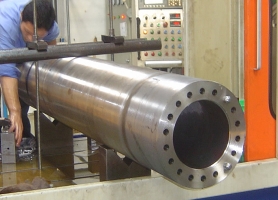
深孔钻是加工圆柱形深孔零件的专用机床。可以镗削通孔、阶梯孔和盲孔,也可进行光整滚压加工。对于短工件(1-4m)采用双锥盘顶紧方式,由授油器授油。
在镗削方法上采用推镗。在排屑方式上,采用向前排屑,适用于大批量生产,也可用于单件小批生产。
数控深孔钻加工厂的主要结构:
1机床由床身。床头箱、授油器、拖板、拖板进给系统、中心架、拖架、镗杆支架、镗杆箱、冷却系统、电气系统、液压系统、排屑装置等主要部件组成。
2、机床床身、拖板、箱体、授油器体、支架体等零部件均采用高强度铸铁、树脂砂造型,保证机床刚性好、强度高、精度保持性好。床身采用国际先进额中频淬火,淬火深度3—5mm,HRC48-52,耐磨性较高。
3、由授油器授油,授油器装置与机床主轴同心度高,更换导向套方便。镗削方式为推镗,排屑方式为前排屑。工件旋转,工件俩端外圆倒角大于5×30°,为工件夹紧定位用。镗杆旋转并由拖板带动实现纵向进给。